
薄壁轴承的加工难点和解决措施
薄壁轴承顾名思义壁厚较小,工程实践中,将零件的直径与壁厚之比大于15的零件,称为薄壁零件。轴承行业通常用内、外套圈壁厚系数K(外圈外径尺寸与外沟径尺寸之比 D/De、内圈内沟径尺寸与内径尺寸之比 di /d)来量化,当1.04<K≦1.14时, 称为薄壁轴承。
薄壁轴承具有质量轻,结构紧凑,惯性矩小等优点,广泛用于工业机器人、航空飞行器、航天卫星、医疗等高端产品领域,且市场规模逐渐增大。但薄壁轴承的截面积较小,使其径向壁厚很小,刚性差,极易产生较大的径向变形,因此,套圈在车削加工、热处理、磨削加工等诸多工序中,为了防止套圈圆度、平面度超差,出现椭圆、棱圆以及端面翘曲变形等缺陷,需要采用特殊的手段对轴承套圈进行保护性加工。
1) 在锻造工序,对于大尺寸和长径比小的薄壁轴承套圈,采用两件或两件以上合锻的方法生产,粗磨工序后再采用线切割的方法将套圈分离,以降低锻造工序的加工难度,减小套圈变形和端面加工余量,节省原材料,提高生产效率。
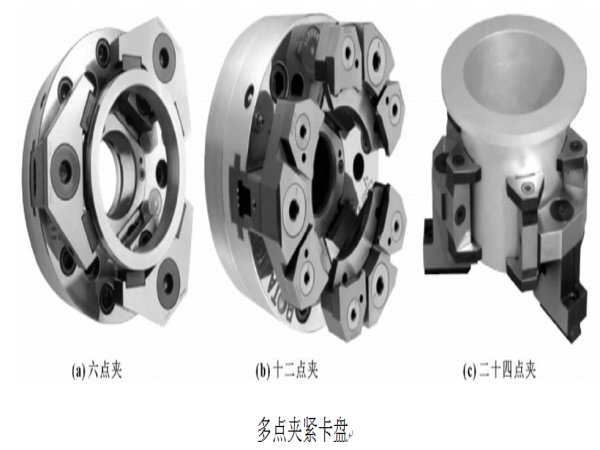
2) 车加工工序中,主要是夹紧定位、切削力过大、夹具设计不合理、切削热变形和切削过程中的振动影响加工精度。为减小由于车加工应力过大而产生变形,采用较大包络圆接触面积且未经淬火的钢制软爪夹持套圈进行粗车,如采用多点夹紧卡盘(十二点夹或者二十四点夹);改变定位夹紧方案(改径向夹紧为端面定位压紧方式);调整工艺参数(高速切削、小背吃刀量、刀具较大的主偏角、较小的刀尖圆弧半径、合理切削液选择等)。粗车后增加一次附加回火,以消除应力。之后软磨端面,再对套圈进行精车。
3) 热处理过程中,套圈内部组织产生相变,主要由奥氏体转变为马氏体, 密度变小, 体积膨胀,产生组织应力;另外,套圈从高温( 薄壁产品一般为 830~845 ℃ ) 的膨胀状态迅速淬火冷却,产生热应力。当这2 种内应力超过材料屈服极限时,材料将发生永久性的塑性变形。通常采用压模淬火控制变形,对没有条件压模淬火时,且淬火后对外径变形过大超过工艺要求的套圈,采用全面整形后再进行回火的方法加以校正,使其控制在工艺要求范围内。
4) 磨削中主要是:选择合适的磨削设备、加工方法和磨削工艺参数。如采用带加强圈的方法,“一拖二”的结构进行加工;磨削外径面采用多次精细调整机床的方法;工序过程中增加回火稳定处理等,保证套圈的磨削质量满足工艺要求。


轴研所公众号 轴承杂志社公众号
Copyright © 2019 洛阳轴承研究所有限公司, All Rights Reserved 备案号:豫ICP备18028303号-3
豫公网安备 41030502000528号
营销热线
0379-64367521
0379-64880626
13693806700
0379-64886322
0379-64881181
 返回
返回