
机床主轴动态刚度测量系统
随着设备智能化的提高,物联网的发展,对机床设备热位移的监测和补偿、几何误差的测量和补偿等提出了要求。为了防止抖振和进行主轴异常诊断以及预测剩余寿命等,需要通过轴承运行状态的可视化来促进主轴单元状态的监测。
1、常规主轴性能控制存在的问题
影响主轴性能的主要因素为轴承预紧力。较大的预紧力有利于刚度,但不利于高速,引起发热,影响寿命特性;较小的预紧力有利于高速、发热和寿命特性,但不利于刚度。此外,预紧力变化会造成主轴性能的不一致,进而影响加工件的精度。因此,获得稳定主轴性能的一种潜在方法是适当的预紧力控制。
轴承预紧力通常根据主轴固有频率、轴向静刚度或启动力矩进行设置,这些参数通常在主轴静止时进行测量。然而,在加工过程中,主轴是旋转的,因此预紧力会随着离心力和热量的影响而变化。此外,在主轴方向可改变的机床中,预紧力又因作用于轴承的主轴重力而改变,这取决于主轴方向。尽管存在这些点,但实际上没有在主轴运行期间测量预紧力的情况。
JTEKT公司采用磁轴承技术开发的动态刚度测量系统,能在任意运行状态下测量主轴性能。
2、设计特点
动态刚度测量系统如图1所示。该系统由径向激振器和轴向激振器组成,安装在主轴箱上。采用非接触法,利用电磁铁的吸力将一个芯轴安装在主轴端部,然后以不同频率振动,用传感器检测此时的位移。

图1 动态刚度测量系统原理
3、测量实例
当转速为5 000 r/ min,且主轴在径向振动时的动态刚度测量实例如图2所示。X轴为输入频率,Y轴为量纲一的刚度。当频率为900 Hz左右时刚度降低,并能确定主轴在径向的一维固有频率。
此外,主轴方向和转速对固有频率测量的影响如图3所示。主轴固有频率随转速的变化而变化,并且结果也随主轴方向的不同而变化,这与考虑运行时轴承接触角变化和主轴方向影响的理论值有很好的一致性,表明主轴运行时可测量主轴刚度。

图2 动态刚度测量实例
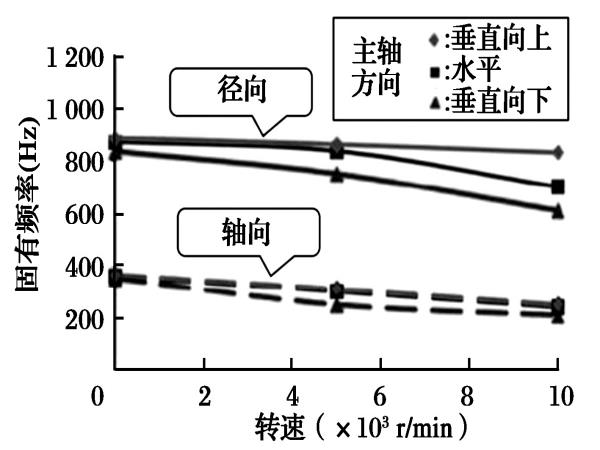
图3 主轴方向和转速对固有频率测量的影响
基于以上结果,认为采用动态刚度测量系统将使以下方面成为可能。
1)主轴静止时的刚度和固有频率的测量——以与常规方法相同的方式应用于预紧力控制。
2)主轴转动时的刚度和固有频率的测量——通过确定主轴固有频率,有助于优化加工条件,如防止抖振。
此外,由于在运行过程中测量主轴特性成为可能,相信在未来有可能通过主轴异常诊断等手段对主轴单元状态进行监测,并将继续推动发展建立动态刚度测量系统。


轴研所公众号 轴承杂志社公众号
Copyright © 2019 洛阳轴承研究所有限公司, All Rights Reserved 备案号:豫ICP备18028303号-3
豫公网安备 41030502000528号
营销热线
0379-64367521
0379-64880626
13693806700
0379-64886322
0379-64881181
 返回
返回